| 20G高压锅炉3pe防腐钢管 | ||
|
一、防腐能力简介
1、防腐范围
3PE、2PE、FBE外防腐生产规格Ф114-Ф1400,长度为8-12米。
螺旋管,直缝管,无缝管
2、防腐产量
3~6km/d或2500~9000m2/d
3、防腐标准
3PE/2PE执行SY/T4013-95或SY/T 0413-2002《埋地钢质管道聚乙烯外涂层技术标准》
FBE执行SY/T0315-97《钢质管道熔结环氧粉末外涂层技术标准》
4、除锈标准
钢管外表面喷砂除锈按GB/T8923-1988要求达Sa2.5级,钢管表面的锚纹深度在40-100μm。
二、主要性能和特点
1.主要性能特征 (表1)
| 序号 | 项目 | 性能指标 | 试验方法 |
| 三层 | |||
| 1 |
剥离强度(N/cm) 20±5ºC 50±5ºC |
≥100 ≥70 |
见附录G |
| 2 |
阴极剥离(mm) (65ºC,48h) |
≤10 | 见附录B |
| 3 | 冲击强度(J/mm) | ≥8 | 见附录H |
| 4 | 抗弯曲(2.5º) | 聚乙烯无开裂 | 见附录I |
2.技术参数
2.1钢管表面的预处理应符合下列规定。在防腐层涂敷前,应先清除钢管表面的油脂和污垢等附着物,并对钢管预热后进行表面预处理。涂敷二层结构防腐和三层结构防腐层时,其表面预处理的质量应分别达到《涂装前钢材表面锈蚀等级和除锈告示级》中规定的Sa2级和S a2.5级要求,三层结构防腐层要求锚纹深度达到50-75μm。钢管表面的焊渣、毛刺等应清除干净。表面预处理后,应将钢管表面附着的灰尘及磨料清扫干净,并防止涂敷前钢管表面受潮、生锈或二次污染。
2.2聚乙烯表面应平滑、无暗泡、麻点、皱折及裂纹,色泽应均匀。
2.3漏点检测:防腐层的漏点采用在线电火花检漏仪检查,检漏电压为25KV,无漏点为合格。单管有两个或两个以下漏点时,可按本标准的规定进行修补;单管有两个以上漏点时,该管为不合格。
2.4防腐层粘结力应符合SY/T0413-2002标准表1中的第1条的规定。
2.5防腐层的厚度,测量的结果应符合SY/T0413-2002标准的规定。
(表2)
|
钢管公称直径 DN(mm) |
粉末涂层 (μm) |
胶粘剂层(μm) | 防腐层最小厚度(mm) | |
| 三层 | 普通型 | 加强型 | ||
| ≤100 | ≥80 | 170-250 | 1.8 | 2.5 |
| 100〈*≤250 | 2.0 | 2.7 | ||
| 250〈*〈500 | 2.2 | 2.9 | ||
| 500≤*〈800 | 2.5 | 3.2 | ||
| ≥800 | 3.0 | 3.7 | ||
2.7堆放层数: (表3)
| 公称直径DN(mm) | <200 | 200≤*<300 | 300≤*<400 | ≥400 |
| 堆放层数 | ≤10 | ≤8 | ≤6 | ≤5 |
a.对小于或等于30mm的损伤,用聚乙烯补伤片进行修补。先除去损伤部位的污物,并将该处的聚乙烯层打毛,然后在损伤处用直径30mm的空心冲头冲缓孔,冲透聚乙烯层,边缘应倒成钝角。在孔内填满与补伤片配套的胶粘剂,然后贴上补伤片,补伤片的大小应保证其边缘距聚乙烯层的孔洞边缘不小于100mm。贴补时应边加热边用辊子滚压或戴耐热手套用手挤压,排出空气,直至补伤片四周胶粘剂均匀溢出。
b.对大于30mm的损伤,应先除去损伤部位的污物,然后将该处的聚乙烯层打毛,并将损伤处的聚乙烯层修切成圆形,边缘应倒成钝角。在空洞部位填满与补伤片配套的胶粘剂,再按第a条的要求贴补补伤片。最后在修补处包覆一条热收缩带,包覆宽度应比损伤片的两边至少各大于50mm。
三、钢管3PE/FBE防腐设备一览表
| 名 称 | 规 格 | 数量 | 用 途 | 产 地 |
| 上料平台 | 1 | 上钢管 | ||
| 修复平台 | 1 | 修复不合格钢管 | ||
| 除锈传动线 | 1200 | 1 | 钢管传动 | |
| 除锈机 | G/50-2 | 1 | 钢管除锈 | |
| 中频炉 | 250kw | 1 | 预热钢管 | |
| 1000kw | 1 | 加热钢管 | ||
| 中序打磨平台 | 1 | 检验除锈钢管 | ||
| 涂敷传动线 | 1200 | 1 | 钢管传动 | |
| 反馈线 | 1200 | 1 | 钢管传动 | |
| PE挤出机 | 1000kg/h | 1 | PE挤出 | |
| 胶挤出机 | 250kg/h | 1 | 胶挤出 | |
| 粉末喷涂设备 | 16支 | 1 | 粉末喷涂 | |
| 压辊系统 | 1200 | 1 | 涂敷成型 | |
| 冷却水系统 | 20m3/h | 1 | 冷却设备主涂层 | |
| 管内吹扫设备 | 1 | 清除管内污物 | ||
| 成品检验平台 | 1 | 成品质量检测 | ||
| 端头处理设备 | w-2 | 2 | 磨削端头 | |
| 冷凝塔 | 100m3 | 3 | 冷却水 | |
| 空气压缩机 | 11 m3/min0.7m[a | 2 | 供粉末喷涂用 | |
| 液压系统 | 2 | 翻转钢管 | ||
| 行车 | 3 | 裸管、成品管吊装 | ||
| 叉车 | 2t | 1 | ||
| 电气控制系统 | 全套 | 1 | 系统控制 | |
| 汽车吊 | 16t | 2 | 裸管、成品管吊装 | |
| 货车 | 10t | 1 | 裸管、成品管 |
四、检测试验仪器设备表一览表
| 名 称 | 技术规格 | 用 途 |
| 粗糙度检测仪 | Ra50 | 检测钢管表面粗糙度 |
| 千分尺 | 0-25mm/0.001 | 检测锚纹深度 |
| 拓印纸 | 1.5-4.5mil | 检测锚纹深度 |
| 远红外测温仪 | -18℃-800℃ | 测钢管管体及有关防腐工艺温度 |
| 接触式测温仪 | -18℃-500℃ | 测钢管管体及有关防腐工艺温度 |
| 测温笔 | 180℃-260℃ | 测钢管管体温度 |
| 拉力计 | 0-300n | 测涂层剥离强度 |
| 盐份计 | SCM-400 | 测钢管表面盐份 |
| 冷冻箱 | 最低-40℃ | 测涂层弯曲特性及孔隙率 |
| 恒温箱 | 0℃-300℃ | 测涂层阴极剥离及涂层附着力 |
| 筛分仪 | 50-300um | 测粉末粒度 |
| 弯曲试验机 | 2.5,3 | 测涂层弯曲特性 |
| 熔融指数测定仪 | 0-18/10min,精度0.01 | 测PE/PP熔体指数 |
| 拉伸试验机 | 0-500n | 测PE/PP拉伸强度及断裂伸长率 |
| 冲击仪 | 1.5j | 测涂层抗冲击能力 |
| 在线针孔检测仪 | 0-6kv/0.1 | 测涂层针孔数量 |
| 0-30kv/0.2 | ||
| 手持式针孔检测仪 | 0- 6kv/0.1 | 测涂层针孔数量 |
| 0-30kv/0.2 | ||
| 涂层测厚仪 | 0- 1mm/0.001 | 测量涂层厚度 |
| 0.5-5mm/0.1 |
五、材料、产品的接、保、检、运措施
(一)、原材料接收、保管、检验、运输措施
1、聚乙烯、胶粘剂、环氧粉末、钢砂等主要材料按生产运行计划及时做出供应计划。
2、接收:接收地点:浙江金洲华龙防腐公司,接收时先进行外观检验,检查外包装是否合格;其次检数;再次检查合格证、产品质量证明书、质量担保书等,资料齐全方可接收入库。
3、保管:原材料的保管严格按原材料的存贮要求执行。库房、厂房要做到通风、防温、防火、防盗,粉末库用保温库房,有空调器制冷,库内温度保持在25℃以下。
4、检验:按SY/T0413-2002标准和标书要求执行。原材料到货后及时取样,按生产日期、批次、批号,送业主批定有资质证书国家认可检验部门进行检验,合格后可出库。检验不合格及时通知监理和业主,并积极采取补救措施,得到监理和业主批准后方可使用。
5、运输:主材料在运输过程中要求分供方必须采取防温措施,用苫布盖好,严格防止包装破损,发现的破损另外存放退回分供方,粉末在运输过程中要求采用保温车运输,以保证粉末的质量。
(二)、钢管和防腐管的接收、保管、检验、运输措施
1、钢管的接收
钢管的接收要严格按SY/T0413-2002标准要求进行,对钢管厂生产的钢管在进入防腐厂时,首先要进行数量与码单的校对,并对钢管长度进行抽查,做到现场专人专管,日清日结,并办理好交接手续。
2、钢管和防腐管的保管
对钢管和防腐管的底部都采取两根枕木垫起,枕木间距为4-8米,管子距地距离不少于100毫米,对防腐椤枕木上用聚乙烯皮子或草辫子垫上,防止压坏防腐层。
3、钢管和防腐管的码放
严格按SY/T0413-2002标准和标书要求,码放层数最多不超过四层,并在最下一层两边分别用2块三角木挤住,以防滚垛。
(三)、钢管的检验
1、对钢管的检验要严格按SY/T0413-2002标准和标书要求进行;
2、检查每批钢管的标识是否清楚,是否有合格证,没有合格证的钢管不能接收防腐;
3、对钢管进行外观检查,包括钢管表面凹深、划伤、椭圆度、焊缝高度等是否合格,合格的接收并进行防腐,对于不合格的钢管做记录,分别堆放,如需处理后使用,必须经过监理同意。
4、对于钢管表面有底漆或严重油漆的坚决拒收,以保证防腐管的质量。
(四)、钢管和防腐管的运输
1、按SY/T0413-2002标准和标书要求,为保证钢管和防腐管不受损伤,对于运输过程中的车辆或车皮,均加木板或胶板等保护垫层;对汽车的立柱和底部要分别固定胶板;对火车车皮要在车箱底部和车箱两侧分别放两道20mmX250mm的木方,并固定牢固,以免装运倒掉。
2、装卸车时,要对吊装人员及司机进行教育,轻吊轻放,避免碰撞;并使用专用的吊钩在管子两头,以防吊坏管子坡口。
六、3PE外防腐工艺规范
1. 总则
1.1为保证埋地钢质管道挤塑聚乙烯三层结构防腐涂层€包含二层结构的涂敷质量,提高经济效益,特制定本规范。
1.2 本规范适用于三层结构和二层结构防腐涂层的涂敷工艺控制。
1.3 三层结构防腐涂层涂敷工艺,除应符合规范外,尚应 符合本公司提出的有关工艺技术要求。
1.4 引用标准
SY/T0413-2002《埋地钢质管道聚乙烯防腐层技术标准》。
2. 防腐层结构
2.1三层结构防腐由熔结环氧粉未、胶粘剂、聚乙烯组成。
2.2 二层结构防腐层由胶粘剂、聚乙烯组成。
3. 钢管表面处理
3.1清理钢管表面
对于钢管外表面附着的油脂和污物要清理干净,对油脂可用溶剂清洗或火焰烘烧。对其它污物可用铲除或吹扫方法清理,钢管内的沙石、泥土、铁屑等杂物用吹扫设备清扫干净。
3.2中频预热抛丸除锈前,用250KW中频感应加热装置将管预热至40℃一60℃,除掉钢管表面水份。在潮湿季节和冬季,预热温度应适当提高到80℃,保证钢管无水份,提高除锈效果及钢砂的清洁度。
3.3抛丸除锈参数
3.3.1抛丸除锈装置是一套密闭循环工作系统,通过控制传动线运行转数和抛丸器电机电流,保证其正常除锈工作。
3.3.2两台主电机电流直接显示抛轮的负荷状态,其电流显示值不得低于额定值,否则该台抛丸器喷砂量不足。
3.3.3传动线运行转数应根据除锈等级要求,以钢管表面受击的钢丸密度来确定,密度越大,除锈效果越好。一般要求进管传动、主传动、出管传动三级传动线运行转数应一致,保证传动线受力均匀和钢管不脱节。一般情况下,根据除锈等级、设备状况、钢砂投入量和新旧程度,可适当调整转数。除锈清洁度应控制在Sa2.5级逐根进行检查记录,锚纹深度应控制在50-75mm,每班检测两次并记录。
3.4钢砂投入量及处理方法
3.4.1 除锈工作前,应一次性投入4-6吨钢砂,将储砂箱充满。以保证抛砂量充足。
3.4.2 在生产过程中,每班清理落地砂一次,将其过筛后及时投入除锈机中,防止钢砂发生锈蚀,一般以500公斤/公里的比例及时投入新砂,保证机内钢砂的清洁及正常粒度。
3.4.3 若停机时间较长,应开机将机内钢砂循环几次,以免刚砂在机内结块,影响设备正常运行和除锈质量。
4.防腐层涂敷
4.1管端缠纸
4.1.1规格:根据留端长度规定及端头处理工艺要求选用强度较高的牛皮纸纸带,其宽度为比留端长度小10mm。
4.1.2 粘接剂:一般选CMC化学浆糊作为粘接剂,把纸带粘贴到钢管两端。
4.1.3 缠纸方法:用板刷在距管端100mm范围内,圆周方向6-8点均匀涂抹粘接剂,将纸带一侧与管端平齐,顺钢管涂敷转动方向紧密粘接,纸带搭接处用少许粘接剂粘牢,搭接长度为80一120mm,要求纸带粘接平整牢固。在纸带宽度之外的钢管表面不允许涂有粘接剂。
4.2涂敷传动线调整
4.2.1传动轮中心距的调整
对F426一F720规格钢管,传动轮中心间距可调整为580-650mm,其它规格应按管运行稳定性调整中心距。
4.2.2 传动轮角度的调整
各级传动线传动轮角度的调整,以涂层搭接线螺距100-120mm范围内进行调整。
4.2.3 运行速度
涂敷传动线分四个电机驱动,在涂敷生产时,四级传动线的涂敷转数要求一致,才能保证传动平稳。涂敷传动线的运行速度由控制台集中控制,其值应按相关工艺参数确定。
4.3防腐材料预处理
4.3.1环氧粉未一般在-10℃至25℃温度范围贮存。使用时,在常温下放置二小时后,可直接投入使用。
4.3.2 聚乙烯、胶粘剂干燥温度
聚乙烯胶粘剂采用干燥热空气进行干燥处理。热风干燥器的温度按表1设定。
热风干燥器的温度
单位:℃ 表1
| 聚乙烯热风干燥器 | 胶粘剂热风干燥器 |
| 80-140 | 60-120 |
4.4.1中频装置参数应按以下设定:
电源电压: 380V-410V
中频频率: 1000Hz
冷却水压:大于1.5Mpa
4.4.2 温度控制: 钢管加热温度应按粉未固化曲线要求进行控制。一般应控制在180℃一230℃。
加热温度的高低,由调定中频功率来实现,测量温度时以在线测温装置的仪表显示和自动记录为准,也可用手持式测温仪进行监测。中频功率、运行速度、加热温度应每班记录一次。
4.4.3中频感应圈内径与钢管外径间隙不应超过50毫米,否则加热效率下降。
4.5粉未喷涂
4.5.1粉未喷涂是采用静电喷涂法将环氧粉未均匀地涂敷到钢管表面上,粉未设备主要参数控制如下:
静电电压:70一80KV
静电电流:20一45mA
喷粉压力:0.2-0.5Mpa
流化床压力:0.1一0.15Mpa
输粉压力:≥0.4Mpa
空气压力:0.02-0.15Mpa
以上参数每班记录一次。
4.5.2喷粉量的调整
通过增大或减小供粉压力,增加或减少喷枪数量都可以提高或降低喷粉数量。一般情况下采用多喷枪小压力的方式,可使喷粉均匀。
4.6挤塑胶粘剂
4.6.1 胶挤出机各区温度应按表2、表3、表4进行调定后自动控制,每班记录一次。
机身加热温度表
单位:℃ 表2
| 第一区 | 第二区 | 第三区 | 第四区 |
| 170±10 | 175±10 | 180±10 | 200±10 |
适配器加热温度表
单位:℃ 表3
| 第一段 | 180--225 | 第五段 | 180--225 |
| 第二段 | 180--225 | 第六段 | 180--225 |
| 第三段 | 180--225 | 第七段 | 180--225 |
| 第四段 | 180--225 |
模具加热温度表
单位:℃ 表4
| 左段 | 中段 | 右段 |
| 190-225 | 190-225 | 190-225 |
4.6.2挤出量的控制
胶粘剂挤出量是通过主电机转数及螺杆转数控制。胶挤出量的调整,应根据涂胶厚度要求,在挤出机额定参数下进行,当挤出机出现压力报警时应及时更换滤网。挤出机转数每班记录一次。
4.7挤塑聚乙烯
4.7.1聚乙烯挤出机各区温度应按表5、表6、表7进行调定后自动控制,每班记录一次。
机身加热温度表
单位:℃ 表5
| 第一区 | 180--195 | 第四区 | 230--240 |
| 第二区 | 200--220 | 第五区 | 235--245 |
| 第三区 | 220--235 | 第六区 | 245--255 |
适配器加热温度表
单位:℃ 表6
| 第一段 | 250±10 | 第四段 | 250±10 |
| 第二段 | 250±10 | 第五段 | 250±10 |
| 第三段 | 250±10 | 第六段 | 250±10 |
模具加热温度表
单位:℃ 表7
| 左段 | 中段 | 右段 |
| 245±10 | 245±10 | 245±10 |
4.7.2挤出量的控制
聚乙烯挤出量一是通过主电机转数及螺杆转数控制,聚乙烯挤出量的调整,应根据聚乙烯厚度要求,在挤出机额定参数下进行。当挤出机出现压力超定报警时及时更换滤网。挤出机转数每班记录一次。
4.8挤出机滤网的更换
当胶挤出机机头压力值达到60MPa(压力表显示值),聚乙烯挤出机的机头压力值达到60MPa(压力表显示值)时,应停机更换机头内滤网。
4.9三层涂敷成型
4.9.1三层结构防腐涂层是在底层的环氧粉末处于胶化状下, 将胶粘剂和聚乙烯同时涂敷在钢管表面后,胶粘剂与粉末、聚乙烯相互聚合反应而形成三层结构,在成形时,用压辊和托辊使三层结构融合压实。
4.9.2三层结构涂层厚度的控制
熔结环氧层厚度控制:通过调整供粉压力,喷枪数量,使其与传动线速度匹配来控制厚度。
胶、聚乙烯层厚度控制:通过调整挤出机电机转数和传动线速度来控制厚度。
4.9.3涂敷成型时,压辊气缸压力不应低于0.2Mpa,托辊油缸压力不应低于5Mpa
4.10涂敷管冷却根据三层结构材料的特性,要求缓冷。具体参见表8, 冷却后管表面温度不应超过60℃。
表8
| 水泵水压 | 0.1—0.2Mpa |
| 冷却水温度 | 25℃以下 |
| 冷却面积 | F660类15延长米 |
| 冷却方法 | 外部喷淋加内部水冷 |
生产过程中,用在线电火花检漏仪对涂层进行100%的检漏,其检漏电压为25KV,检测出的漏点要逐个标记,以待处理。准确记录每根管的检漏情况。
5.涂敷成品处理
5.1管端处理
先用钩刀将两端缠纸部位的涂层切开后扒掉,然后把管子翻转到轮胎上,移动端头坡口动力刷打磨留端坡口,坡口角度应控制在20°-45°范围内,留端长度应根据管径大小及用户要求由定位轮调整,一般在100-150mm范围。
5.2喷标记
距管端400mm处用喷漆枪喷出成品管标记,一般规定字体为可识别大写字体,白色喷墨按下列规定标识:
a、执行标准;
b、钢管规格、材质、管号、管长;
c、防腐编号、防腐等级、检验代号;
d、 防腐日期、防腐厂名称或厂标。
5.3成品管防护
距防腐管两端2m处,按顾客要求用PP绳缠2道或3道,并用尼龙扎带扎紧。带有管端保护圈的管端应装保护圈,并上紧,防止保护圈脱落和损伤管口。
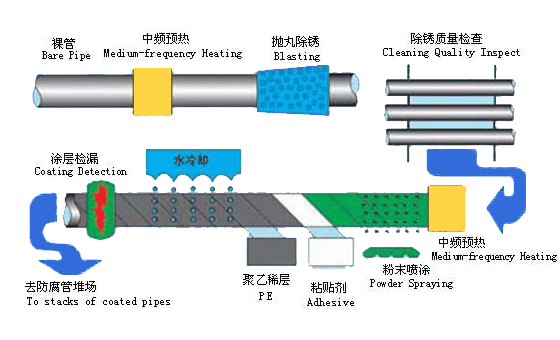
3PE/PP涂敷工艺流程图